De l'impression 3D (FDM)
-
L'impression 3D par technologie FDM quoi t'esque ?
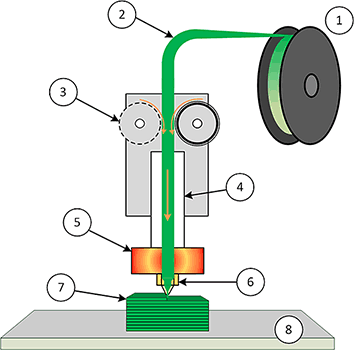
Il s'agit d'une technologie dite de dépôt de filament, dans laquelle un filament de plastique (restons-en là pour le moment) est chauffé pour le rendre coulant et malléable. Ce filament est ensuite déposé, selon un chemin défini, sur la surface d'impression (un plateau) en une couche fine. Puis le mouvement est répété, couche par couche, jusqu'à l'obtention d'un objet en plastique en 3 dimensions.
(source : édition ENI
Légende personnelle : 1 - bobine, 2 - filament, 3 - extrudeur, 4 - tête d'impression, 5 - corps de chauffe, 6 - buse, 7 - couches superposées, 8 - plateau)Cette technique a l'avantage d'être particulièrement abordable (compter 150€ pour l'imprimante en elle-même et 20€ pour un kilogramme de "PLA" -- une variété de plastique) et assez versatile : en changeant le matériau utilisé pour l'impression, il est possible de créer des pièces plus ou moins solides, voire même très souples si besoin.
Le principal inconvénient pour nous, figurinistes, reste la visibilité de ces fameuses "couches", et, reconnaissons-le, les temps d'impression.
La plupart du temps, avec une imprimante bon marché (mais tout à fait opérationnelle et fonctionnelle), les impressions se font avec une buse de 0.4mm de diamètre (et donc des "murs" de 0.4mm).
Il est possible de changer ces buses, de 0.2mm (pour gagner en précision), à 1mm (pour gagner en temps).Le principal avantage de ces machines, et, je pense, la principale utilisation dans le milieu du "hobby", reste l'impression de décors : maisons, éléments de terrain (scatter), gros véhicules, etc.
Pour ce faire, il est recommandé d'imprimer des couches de 0.2mm de hauteur. Celles-ci sont visibles, certes, mais rien de génant. Et si vous êtes motivés, il est possible de poncer tout ça, voire d'utiliser de la sous-couche "couvrante" pour combler les stries.Pour de la figurine, il ne faut pas hésiter à descendre les couches à 0.08mm (voire 0.04mm selon les possibilités de la machine) en utilisant une buse de 0.2mm.
Parlons maintenant du fameux temps d'impression.
Le dépôt de filament est une action mécanique, dont la précision dépend principalement de la vitesse de la buse qui dépose ledit filament.
La plupart des imprimantes sont capables de faire des impressions à 200mm/s (voire 300mm/s), mais il faut pour cela un plastique particulièrement fluide (pour s'étirer sans casser) et visqueux (pour coller à la couche du dessous). Et donc des température assez élevées, aussi bien au niveau de la tête d'impression (pour faire fondre le plastique) que (éventuellement) du plateau (pour tenir le modèle imprimé en place sans que celui-ci soit décollé par les mouvements brusques).Il est conseillé de rester autour de 50mm/s pour avoir des résultats satisfaisants (mais nous sommes là au quart de la vitesse nominale, soit 4 fois plus long que les indications données par le constructeur).
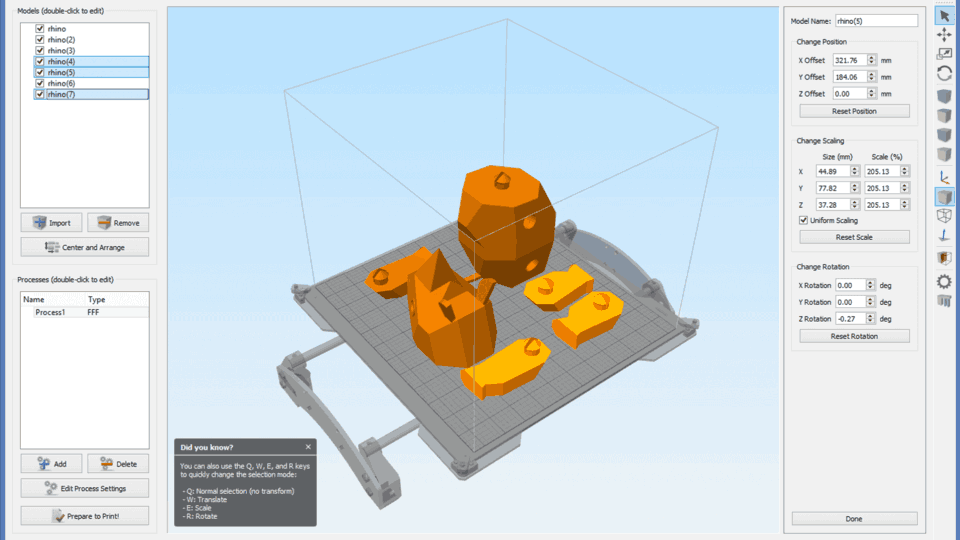
De plus, si la taille du plateau d'impression le permet, il est possible d'imprimer plusieurs pièces à la fois, mais cela allonge les temps d'impression par la multiplication des déplacements (imprimer 6 cubes de 15mm de côté prend un peu plus de 6 fois plus de temps qu'en imprimer un seul : il faut prendre en compte le déplacement entre chaque cube).
Il n'est pas rare, pour les pièces imposantes, de devoir attendre 15, 20 ou même 50 heures pour obtenir le modèle fini (et il est recommandé de surveiller de temps en temps pour éviter les surprises...).
Quels sont les risques principaux ?
Et bien de ne pas obtenir l'objet voulu en raison d'erreurs d'impression et d'avoir perdu non seulement de la matière (le plastique), mais aussi du temps (je ne parle pas de la consommation d'électricité car... en sommes-nous encore là ?). Et parfois beaucoup de temps !!!
Les 3 erreurs les plus courantes sont :
- l'objet qui se décolle, même partiellement, du support d'impression (warping)
- l'objet qui est poussé par la tête d'impression
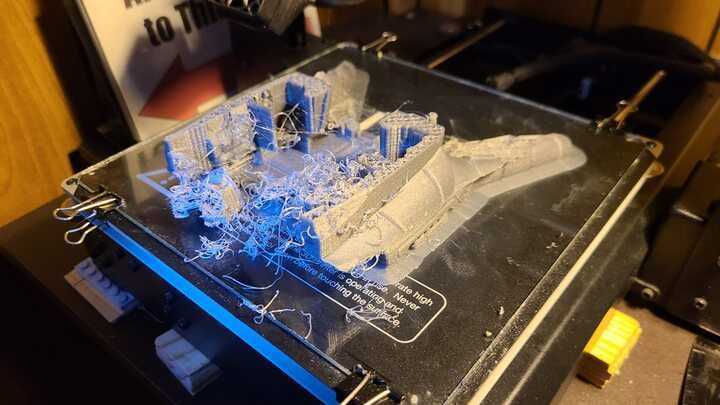
- le tas de spaghettis en vrac
Pour palier au premier cas, il est utile d'avoir un plateau chauffant, à la bonne température, d'utiliser de la laque, de la colle ou du scotch de peintre sur le plateau (voire les 3) et de jouer avec avec les températures/vitesses de première couche.

Le second écueil peut être éviter en utilisant la fonction "Z-hop" (ou saut en Z ou encore saut de hauteur) de son logiciel de tranchage (voir plus loin) : la tête d'impression se relève entre chaque couche, ce qui évite qu'elle ne touche l'objet 3D au cours de ses déplacements.
Enfin, pour la 3ème erreur, il s'agit dans 95% des cas d'un problème de supports. Et oui, les supports !
Kossé les supports ?
Une imprimante 3D peut faire beaucoup de choses, mais pas imprimer "dans le vide".
S'il est facile d'imprimer un objet en forme de "V" (dont les côtés partent du "sol" pour remonter selon un angle fermé), imaginez de vouloir imprimer un objet en forme de "T".
Il est physiquement impossible de pouvoir imprimer la barre horizontale de ce "T" : les côtés sont "dans le vide", ne reposent sur rien. Il faut donc créer des supports qui partent du "sol" et vont pouvoir soutenir cette barre horizontale pour lui fournir un appui, comme des chandelles pour la maçonnerie.

Il en sera de même pour toutes les formes tarabiscotées de vos auberges médiévales ou les armes de votre tank.
Rassurez-vous, il est de plus en plus facile de créer ces fameux supports, et, souvent, c'est même un processus automatique.
Pour les mêmes raisons, il est impossible d'imprimer un cube "creux" : la surface du dessus ne reposerait sur rien. Il faut donc remplir l'objet (infill), ce qui est fait par les logiciels de tranchage (beurk) et permet également de rendre le tout plus solide.
Concrètement, comment ça se passe ?
Et bien il faut avoir en sa possession des "modèles 3D" des objets que l'on veut imprimer. La plupart du temps, il s'agira de fichiers dits STL, créés pour vous par des sculpteurs 3D, ou bien encore que vous créerez vous-même (mais si...).
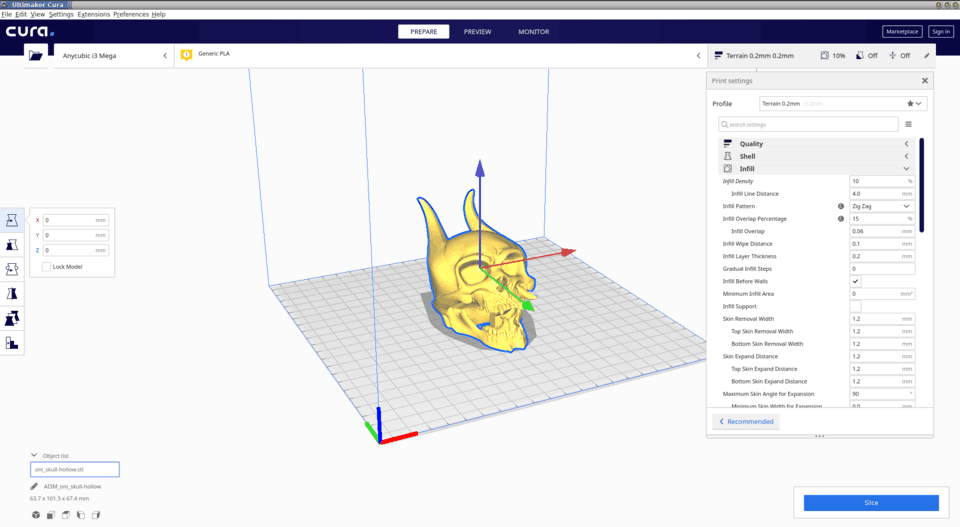
Il est possible de trouver pleins de modèles gratuits sur Internet, mais aussi des modèles payants, en fonction de ce que vous cherchez.Une fois ces fichiers acquis, il faut utiliser un logiciel qui va découper le modèles en "couches" (slices en anglais) et les convertir en quelque chose de lisible par votre imprimante (souvent, du G-Code). Ces logiciels, appelés slicer, ou trancheur (beurk...) sont fournis avec l'imprimante et il en existe beaucoup, gratuits ou payants, sur Internet.
Le principal atout de ces logiciels est la création automatique (ou manuelle ou un mixe des deux) des fameux supports, nécessaires aux impressions un poil complexes.
Ensuite, il suffit de transférer le fichier tranché à l'imprimante, de lancer l'impression et... d'attendre !Une fois l'objet imprimé, il faudra retirer les supports (le cas échéant) et éventuellement poncer/limer/peindre...
Quelques liens
Bin oui, c'est bien beau un discours, mais où je trouve toussa moi ?
STL:
Terrain4Print fait de chouettes éléments de décor modulables.
Devon Jones est responsable pour la création d'OpenForge (de mémoire...) et du coup, publie pleins de choses au format OpenLock (qui sont toutes compatibles entre elles et s'emboîtent pour créer des trucs grandioses).Slicer:
(Utimaker) Cura, gratuit, le plus répandu, souvent fourni avec l'imprimante.
Simplify3D, payant, cher, mais à priori d'excellente qualité.
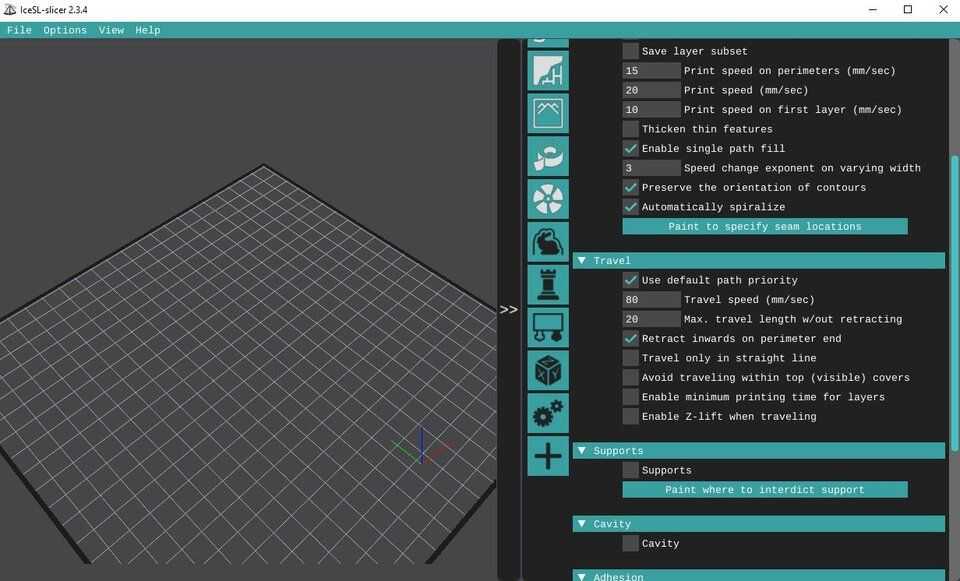
IceSL, sujet de recherche, efficace car entièrement paramétrable, mais assez complexe (programmation LUA) et d'apparence "maussade".
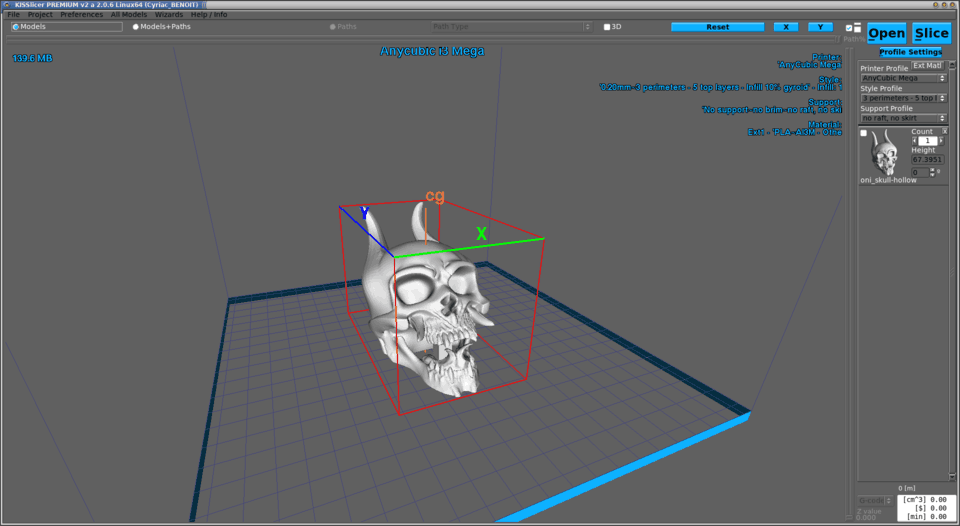
KISSlicer, avec fonctions avancées payantes, réputé pour faire de belles "faces externes".
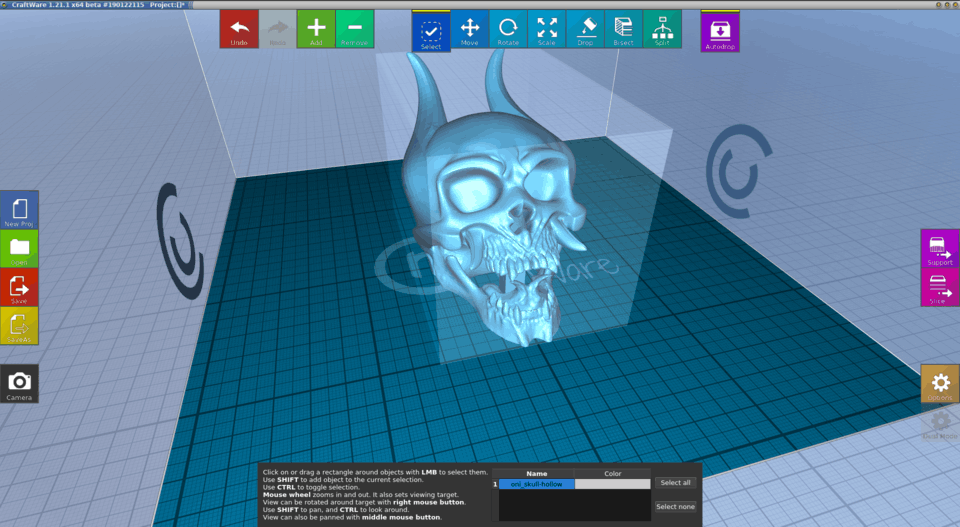
CraftWare, gratuit, avec une prévisualisation excellente du GCODE.
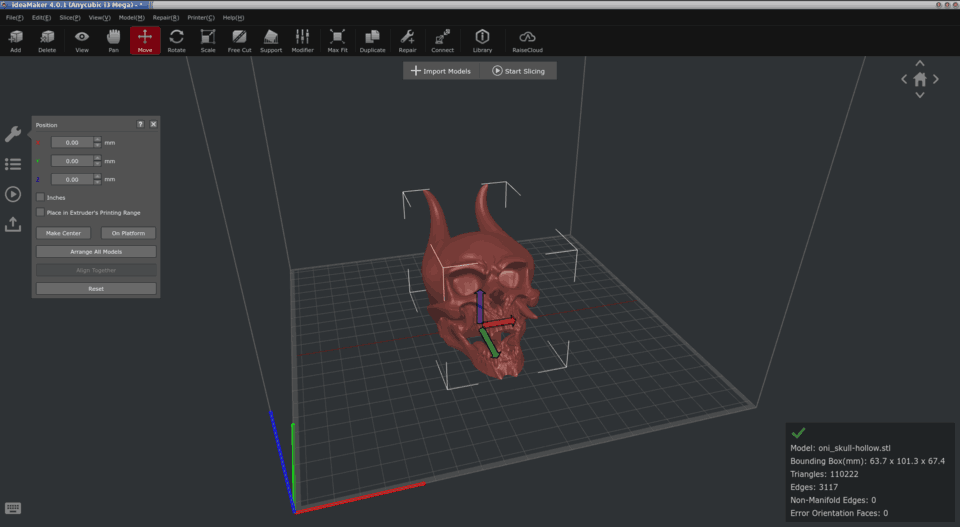
ideaMaker, gratuit, vraiment avancé, avec possibilité de corriger les fichiers STL corrompus, de couper des modèles, etc.
Y a-til des inconvénients ?
OUI !!!
Les imprimantes FDM sont des machines robustes (n'ayez pas peur de les manipuler...) et principalement mécaniques (bien que pilotées par de l'électronique hein !).
Mais cela reste de la mécanique : il faudrait souvent "mettre les mains dans le cambouis" !Déjà, certaines sont vendues non montées, ou partiellement montées, du coup on sort l'huile de coude et on s'y met !
Ensuite, il faut tout bien régler pour l'impression initiale : vérifier la tension des courroies, serrer les vis, vérifier le bon alignement des axes, etc.Enfin, la maintenance implique non seulement de remettre le plateau à niveau au moindre changement de température ambiante ou variation d'humidité (il existe des fonctions auto-nivelantes), mais aussi de changer la buse (qui finit toujours par se boucher, même partiellement), ou la tête d'impression, voire le plateau. Z'êtes prévenus !
Mes recommandations personnelles qui n'engagent que moi
Températures : 210°C, avec première couche à 220-225°C, plateau chauffé à 58°C, avec première couche à 60°C, ventilation à 70%, avec première couche à 100% (fonction du type de plastique utilisé, ici du PLA ou PLA+). Je descends à 180°C pour les toutes petites pièces.
Vitesses : 40mm/s pour la première couche, les murs extérieurs et les supports, 50mm/s pour les murs internes, 60mm/s par défaut, 30mm/s pour la couche du dessus et toutes les parties délicates (ponts, mur fin, etc), 80mm/s pour le "remplissage", 100mm/s pour les voyages/déplacement (de la tête d'impression).
Ceci pour du décor/des grosses figs. Bien moins vite pour du 28-32mm...Paramètres utilisés avec succès sur des Anycubic i3 Mega/Mega S et sur une Dagoma DiscoEasy200.
Pleeeeaaase Honey!!! Just one... more... mini!
"Pitou" ne désigne pas une figurine : c'est le bruit d'un rayon laser... Pitou ! Pitou !
Les lavis, c'est mal. ™©
-
C'est bien beau tout ça, mais que peut-on espérer de tout ça ?
Et bien un peu de tout...
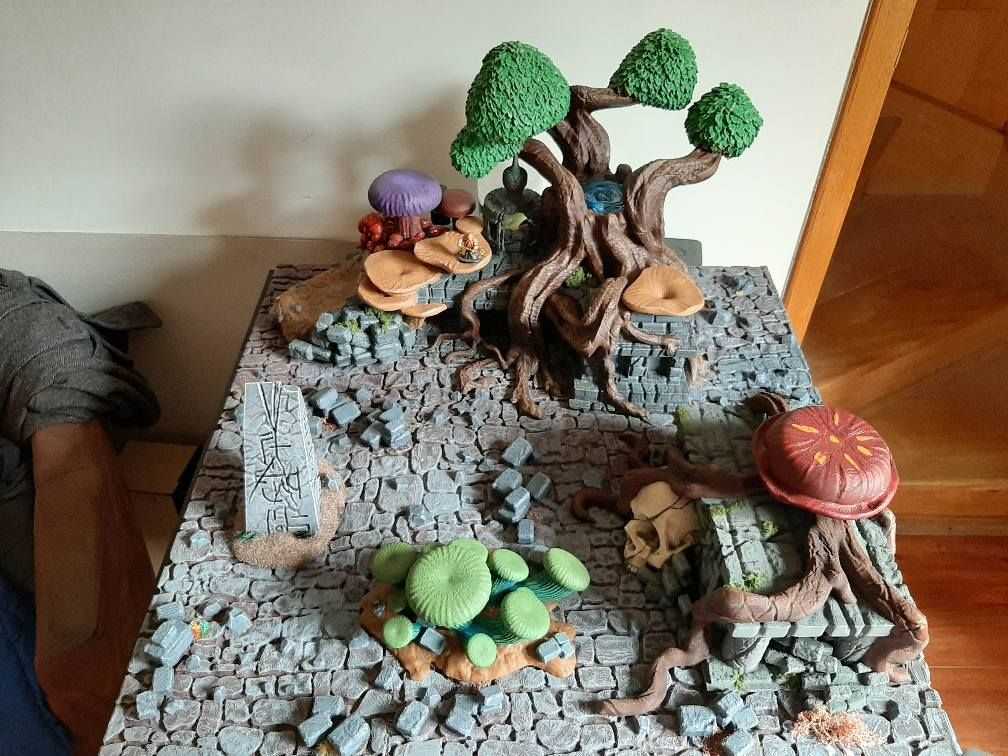
J'ai fait une table de 60x60cm (bon, un peu warpée par le soleil...) Fantasy (compter 9 tuiles à 10h/tuile et au moins 20h/morceau du gros décor x 4 donc, etc) :
Des figurines :




De la grosse figurine :
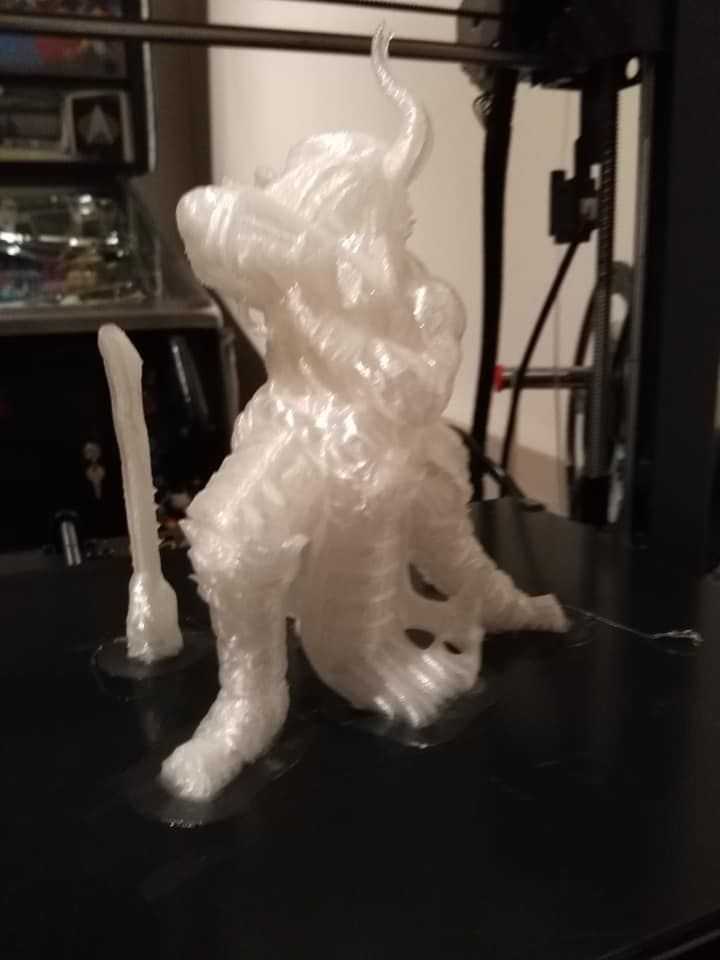




(environ 150h pour le "golem" en 0.1mm)Des décors :

Ou même une pièce pour ma porte de garage motorisée :
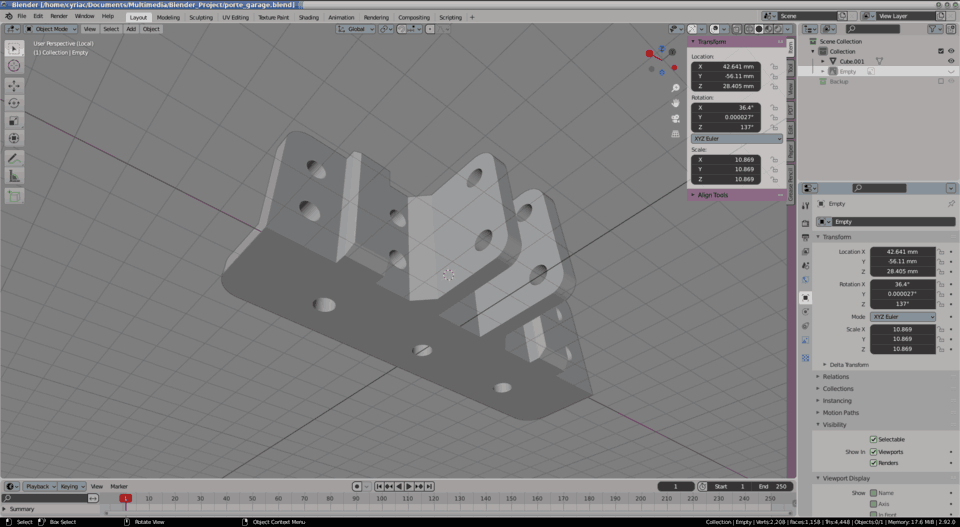
Edit: Notez que tous ces prints sont les miens, sur Dagoma DiscoEasy200 ou Anycubic i3 Mega.
Pleeeeaaase Honey!!! Just one... more... mini!
"Pitou" ne désigne pas une figurine : c'est le bruit d'un rayon laser... Pitou ! Pitou !
Les lavis, c'est mal. ™©
-
N'hésitez pas à poster vos liens favoris et poser vos questions ici !

-
CycyX Merci, c'est super complet pour faire un tour d'horizon du quoiquessécetruk ?
-
Un sujet très bien expliquer et bien détaillé merci à toi.
-
CycyX merci à toi de nous (me) faire découvrir les imprimantes 3d. Pour certains c est déjà de l acquis pour moi c est vu de loin car je ne veux pas me lancer dedans.
Mais outre notre hobby pour moi ce sera dans le futur un indispensable objet de bricolage pour la maison.
-
Merci pour ce sujet bien utile aux novices comme moi !
Je ne savais pas qu'on pouvait faire des miniatures aussi détaillée en FDM.Mes boutiques : DragonMiniature - Etsy
Mon Facebook -
CycyX hey j'ai aussi printé la tour !!! Mais j'avais choisit l'option moulin plutôt que phare.

"Y'a des jours, faut pas m'chercher !! Et y'a des jours tous les jours !" Mon paintquest -
Spin0us J'avais repéré ça oui !

-
CycyX : tout aussi topissime que le sujet sur de l'impression résine
-
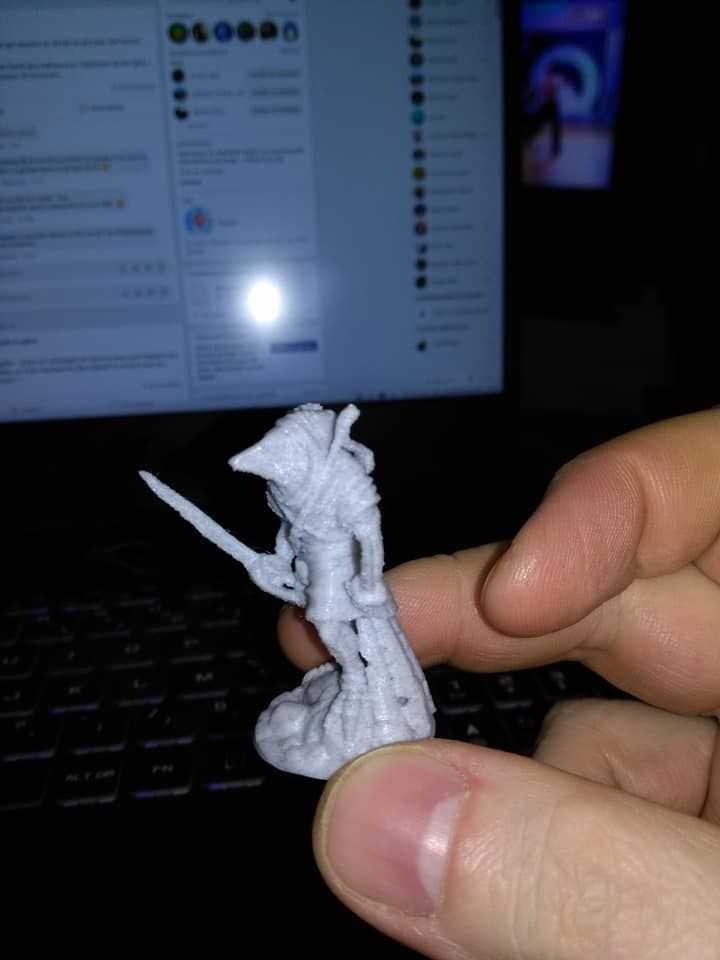
Rednab pour le moment moi j'arrive pas a faire mieux que ça:

la photo est légèrement floue mais c'est de toute façon pas super super
-
Haikoo30 C'est du FDM, c'est déjà une très bonne qualité du coup !
En plus, ça ressemble à du Arbiter, donc pas les sculptures les plus détaillées...
Pleeeeaaase Honey!!! Just one... more... mini!
"Pitou" ne désigne pas une figurine : c'est le bruit d'un rayon laser... Pitou ! Pitou !
Les lavis, c'est mal. ™©
-
CycyX c'est ça, c'est du arbiter, c'est la figuine de test, en FDM ça fait des jolis pions voila
je pense que dans un premeir temps je vai sles imprimer en FDM, je vais faire des test avec des profils différents, mais pour avoir un premeir pool de jetons thème morts vivants, ça fera le taf
-
Haikoo30 Tu veux mes settings pour les figs en FDM (pas la perfection, mais ça devrait te faire une bonne base de départ je pense) ? Tu utilises quel slicer ?
Pleeeeaaase Honey!!! Just one... more... mini!
"Pitou" ne désigne pas une figurine : c'est le bruit d'un rayon laser... Pitou ! Pitou !
Les lavis, c'est mal. ™©
-
CycyX cura
je suis encore en test là j'ai réussi a sorti un peu mieux en couche de 0.08, mais après y'a un autre problème c'est que ça devient trop long, abhérant de mettre 4 heure spour print une petite figurine ...alors qu'un résine ça va prendre 1h 30 avec un resolution presque doublée meme sur des machines basiquesdonc finalement des silhouette imprimées en une petite heure ça me va, je vais pas essayer d'aller vers mieux ça devient abérant pour ce type de tehchnologie, enfin après c'est mon point de vue, plus rentable d'imprimer des tuiles de donjon ou des décors de 10 à 20 cm, là c'est adapté par ce que çreviendrait trop cher en résine
-
Haikoo30 On est bien d'accord. Même si je suis plus autour de 2-3h pour du 32mm sur du FDM (de mémoire, ça fait longtemps).
Cela dit, ma première imprimante résine (même génération que les Photon S) mettait 7-9 pour imprimer du 32mm : ne pas oublier que toute technologie progresse.
Mais tu as raison : mieux vaut des décors en FDM et des figs en résine !
Pleeeeaaase Honey!!! Just one... more... mini!
"Pitou" ne désigne pas une figurine : c'est le bruit d'un rayon laser... Pitou ! Pitou !
Les lavis, c'est mal. ™©
-
CycyX autre argument, je suis en train de me doccumenter et retravaille run peu mes bases sur l'impresson 3D du PLA, il est peu recommandé de descendre en desous de 0.15 d'épaisseur de couche avec les filament PLA non standard, les filament chargés et PLA+ donc une raison de plus pour ne pas essayer d'imprimer en 0.08 ou 0.04 ... je continue a tester par ce que je suis tétu mais dans un coin de ma tête je sais que c'est mal
-
Haikoo30 Ouais... Enfin... Autant descendre à 0.04 c'est franchement inutile, autant, clairement, en 0.08 pour de la fig, ça va très bien !
Cela dit, "non standard", ça veut dire quoi ? Parce que n'importe quel bobine de PLA trouvée sur Internet est "standard" (je ne parle pas du "bois", du "carbone", qui sont chargés, ni du PLA+ donc -- même si j'ai exactement le même comportement entre PLA et PLA+).La meilleure solution pour des figurines, ce serait de changer de buse pour un 0.2mm.
Enfin, bonnes expérimentations !
Pleeeeaaase Honey!!! Just one... more... mini!
"Pitou" ne désigne pas une figurine : c'est le bruit d'un rayon laser... Pitou ! Pitou !
Les lavis, c'est mal. ™©
-
CycyX PLA + et chargé = non standard
oui en 0.2 pourquoi pas, pour le moment j'ai fait qu'en buse de 0.4, a voir